Canadian owned and operated

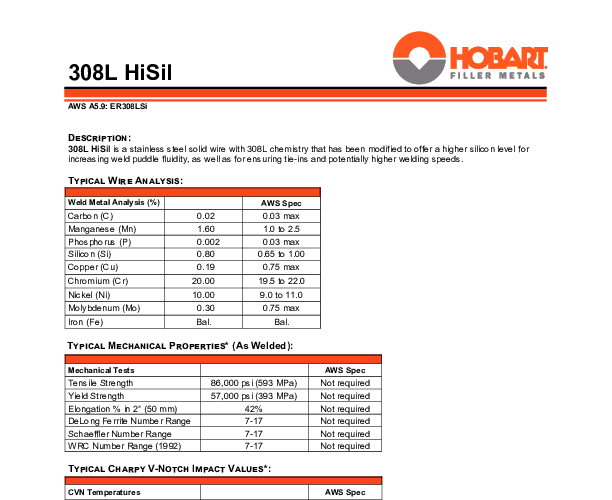
The Hobart 308L Hi-Sil is an austenitic stainless steel solid wire classified under AWS A5.9 as ER308LSi. This consumable is specifically engineered to address the common challenges associated with welding 300-series stainless steels, particularly regarding weld pool viscosity and bead profile. The chemical composition includes a nominal Chromium content of 19.5-22.0% and Nickel content of 9.0-11.0%, matching the base metal properties of Types 304 and 308 stainless steels. The defining characteristic of this alloy is the elevated Silicon content (typically 0.65-1.00%), which acts as a deoxidizer and significantly alters the surface tension of the molten pool.
From a metallurgical perspective, the increased silicon improves the fluidity (wetting action) of the weld metal. This enhanced fluidity allows the puddle to flow out more readily towards the toes of the weld, reducing the risk of cold lap and lack of fusion, while simultaneously producing a flatter bead profile. This is particularly advantageous in fillet welds where concave profiles are often desired to minimize stress concentration. Furthermore, the "L" designation indicates an Extra Low Carbon content (maximum 0.03%), which is critical for preventing sensitization. By limiting carbon availability, the formation of chromium carbides at the grain boundaries is inhibited during the thermal cycle, thereby preserving the material's resistance to intergranular corrosion.
Mechanical properties of the deposited weld metal typically exhibit a tensile strength in the range of 85,000-87,000 psi (approx. 600 MPa) and elongation of 35-40%, ensuring ductility comparable to the base material. The wire is designed for use with Direct Current Electrode Positive (DCEP) and performs optimally with shielding gas mixtures such as 98% Argon/2% Oxygen or Argon/CO2 blends. The 30lb spool packaging is intended for industrial high-duty cycle applications, providing consistent feedability through standard MIG gun liners.
| Additional Information |
|---|
| Packaging Description:30lb spool |
| AWS Spec :ER308LSI |
| Diameter:0.030 |
| Grade:308L Hi-Sil |
| Packaging:30lb spool |
| Weld Process:MIG |
| Polarity:DCEP |
| Material Composition:Stainless Steel |
| Wire Type:Solid Wire |
| Shielding Gas Requirement:Argon/CO2, Argon/Oxygen, Tri-Mix |
| Alloy Type:Austenitic Stainless Steel |
| ----- new values below ---- |
| Material Composition:Stainless Steel |
| Wire Type:Solid Wire |
| Shielding Gas Requirement:Argon/CO2, Argon/Oxygen, Tri-Mix |
| Alloy Type:Austenitic Stainless Steel |
| AWS Spec:ER308LSi |
| Brand:Hobart |
| Diameter:0.030" |
| Grade:308L Hi-Sil |
| Packaging:30lb Spool |
| Weld Process:MIG |
| Polarity:DCEP |