Canadian owned and operated

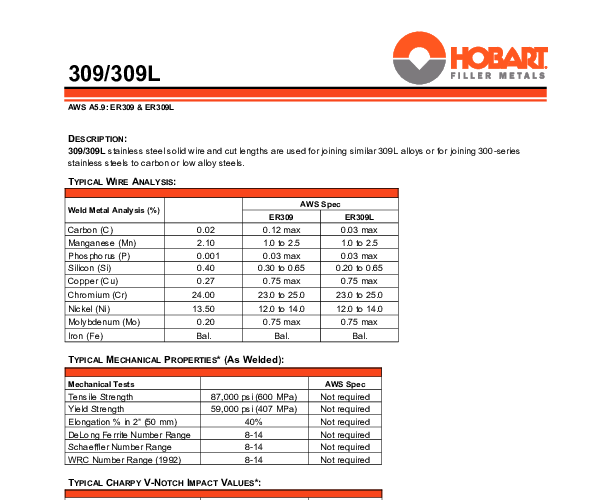
The Hobart 309/309L is a premium quality solid gas metal arc welding (GMAW) wire designed to meet the rigorous demands of industrial fabrication. This wire carries a dual AWS classification of ER309 and ER309L, offering the higher strength of 309 with the lower carbon content of 309L to minimize carbide precipitation and intergranular corrosion. It is specifically engineered for joining base metals of differing compositions, such as 300-series stainless steels to carbon or low-alloy steels.
With a diameter of 0.035 inches, this wire is versatile enough for positional welding while providing sufficient deposition rates for thicker sections. The alloy composition includes elevated levels of Chromium and Nickel, which ensures that the weld deposit retains adequate corrosion resistance even after dilution by mild steel base metals. This makes it an excellent choice for applying buffer layers before cladding or for general dissimilar joining applications in petrochemical and power generation sectors.
Operable on Direct Current Electrode Positive (DCEP), the wire produces a smooth, stable arc with excellent wetting characteristics. It requires an external shielding gas, typically an Argon-rich mixture (e.g., 98% Argon/2% Oxygen or Argon/CO2 blends) to achieve optimal bead profile and penetration. The 30lb spool packaging is designed for standard industrial wire feeders, ensuring long run times and reduced changeover frequency.
| Additional Information |
|---|
| Packaging Description:30lb spool |
| Diameter:0.035 |
| Grade:309 |
| Packaging:30lb spool |
| Polarity:DC+ |
| Weld Process:MIG |
| Material Composition:Stainless Steel |
| AWS Classification:ER309/ER309L |
| Shielding Gas Requirement:Argon/CO2 Mix, Argon/Oxygen Mix, Tri-Mix |
| Welding Position:All Position |
| Applications:Buffer Layers, Cladding, Dissimilar Metal Joining |
| ----- new values below ---- |
| Material Composition:Stainless Steel |
| AWS Classification:ER309/ER309L |
| Shielding Gas Requirement:Argon/CO2 Mix, Argon/Oxygen Mix, Tri-Mix |
| Welding Position:All Position |
| Applications:Dissimilar Metal Joining, Buffer Layers, Cladding |
| Brand:Hobart |
| Diameter:0.035 |
| Grade:309 |
| Packaging:30lb spool |
| Polarity:DC+ |
| Weld Process:MIG |