Canadian owned and operated

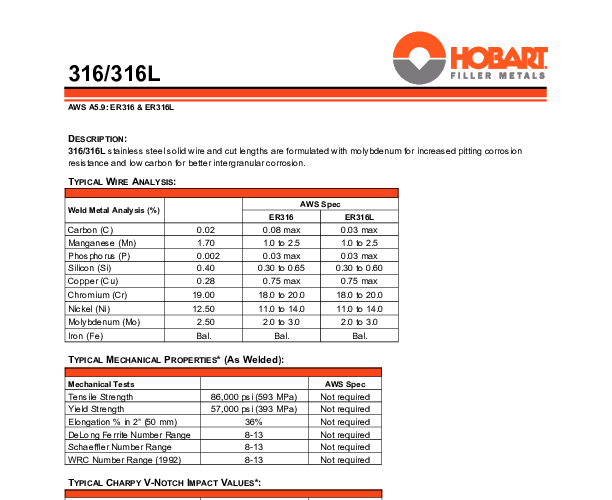
The Hobart 316/316L .035" MIG Welding Wire is a premium austenitic stainless steel filler metal designed for critical fabrication requirements where corrosion resistance is paramount. This wire is formulated with a specific addition of molybdenum (typically 2.0% to 3.0%), which significantly enhances its resistance to pitting and crevice corrosion, particularly in environments containing chlorides or other halides. It meets the rigorous standards of AWS A5.9, classified as ER316L, while often meeting the mechanical property requirements of ER316, earning it a dual classification.
The "L" designation indicates an extra-low carbon content (maximum 0.03%), which is critical for preventing sensitization—the formation of chromium carbides at the grain boundaries during the welding thermal cycle. By inhibiting carbide precipitation, this wire maintains the corrosion resistance of the heat-affected zone (HAZ) without the need for post-weld solution annealing. This makes it an ideal choice for welding Type 316 and 316L base metals, as well as for joining 316 grades to 304 grades in specific applications requiring higher alloy filler.
Operable on Direct Current Electrode Positive (DCEP), this solid wire is engineered for smooth feedability in industrial wire feeders. It produces a stable arc with excellent wetting characteristics, resulting in flat to slightly convex bead profiles that require minimal post-weld grinding. The 30 lb spool size is optimized for high-volume production environments, reducing downtime associated with spool changes. It is suitable for use with various shielding gas mixtures, including Argon/CO2 blends for spray transfer or Helium-based tri-mixes for short-circuit transfer on thinner gauges.
Metallurgically, the deposit provides good creep strength at elevated temperatures and maintains ductility in cryogenic conditions. It is the preferred choice for welding components that will be exposed to organic and inorganic acids, making it a staple in the chemical processing and pharmaceutical industries.
| Additional Information |
|---|
| Packaging Description:30lb spool |
| Diameter:0.035 |
| Grade:316, 316L |
| Packaging:30lb spool |
| Weld Process:MIG |
| AWS Spec :ER316L |
| Polarity:DC+ |
| Material Composition:Stainless Steel |
| Shielding Gas Requirement:Argon/CO2 Mix, Tri-Mix (Helium/Argon/CO2) |
| Alloy Type:Molybdenum-Bearing Austenitic Stainless |
| Current Type:DCEP |
| ----- new values below ---- |
| Material Composition:Stainless Steel |
| Shielding Gas Requirement:Argon/CO2 Mix, Tri-Mix (Helium/Argon/CO2) |
| Alloy Type:Molybdenum-Bearing Austenitic Stainless |
| Current Type:DCEP |
| Brand:Hobart |
| Diameter:0.035 |
| Grade:316, 316L |
| Packaging:30lb spool |
| Weld Process:MIG |
| AWS Spec:ER316L |
| Polarity:DC+ |