Canadian owned and operated

The Hobart Sterling AP 309/309L is a premium quality Shielded Metal Arc Welding (SMAW) electrode designed for high-performance fabrication and maintenance applications. This electrode is formulated with a rutile-based coating that meets AWS E309/309L-16 specifications, providing exceptional versatility in joining stainless steels to carbon or low-alloy steels. The "AP" designation signifies its All-Position capability, ensuring stable arc performance and puddle control even in vertical-up and overhead positions, which is often a challenge with standard stainless electrodes.
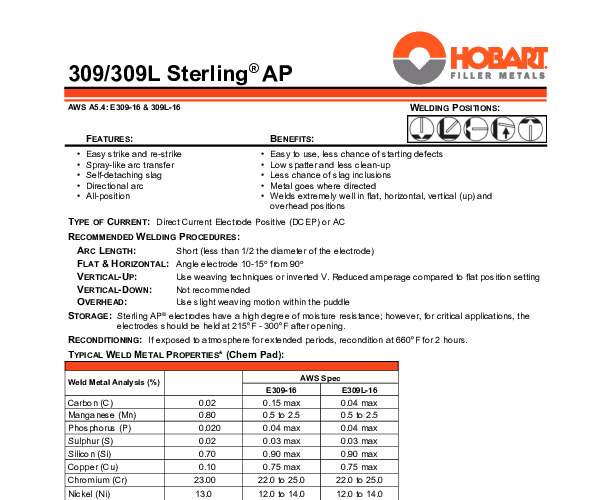
Engineered with a low carbon content (0.04% maximum), this electrode significantly reduces the risk of carbide precipitation and intergranular corrosion, making it suitable for high-temperature service environments. It is the ideal choice for applying buffer layers before cladding or for welding type 309 stainless steel base metals. The 3/32-inch diameter is perfect for welding thinner gauge materials or for root passes in thicker sections where precision heat input is required.
Packaged in a durable 5lb can, these electrodes are protected from moisture absorption, ensuring fresh starts and consistent burn-off rates. The slag system is designed for self-releasing or easy chipping, leaving behind a clean, finely rippled weld bead that requires minimal post-weld grinding. Whether used on AC or DCEP polarity, the Hobart Sterling AP delivers a soft, smooth arc with low spatter, maximizing welder productivity and weld quality.
| Additional Information |
|---|
| Packaging Description:15lb can |
| Diameter:3/32" |
| Grade:309, 309L |
| Packaging:5lb can |
| Weld Process:Stick |
| Polarity:AC or DC+ |
| AWS Spec :E309L-16 |
| Rod Type:Stick Electrode |
| Coating Type:Rutile / Titania |
| Welding Position:All Position |
| Core Material:Stainless Steel |
| Applications:Buffer Layers, Cladding, Dissimilar Metal Joining |
| ----- new values below ---- |
| Rod Type:Stick Electrode |
| Coating Type:Rutile / Titania |
| Welding Position:All Position |
| Core Material:Stainless Steel |
| Applications:Dissimilar Metal Joining, Buffer Layers, Cladding |
| Brand:Hobart |
| Diameter:3/32" |
| Grade:309, 309L |
| Packaging:5lb can |
| Weld Process:Stick |
| Polarity:AC or DC+ |
| AWS Spec:E309L-16 |