Canadian owned and operated

Package Price:
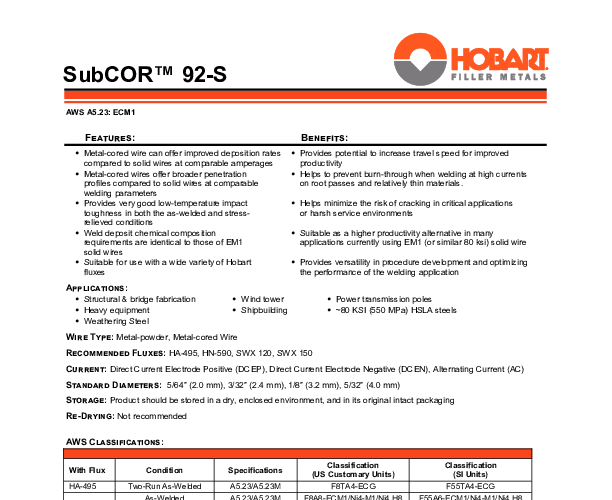
$738.00/60lb coilThe Hobart SubCOR 92-S is a premium low-alloy composite metal-cored wire electrode engineered specifically for submerged arc welding (SAW) in high-strength applications. Designed to meet the rigorous demands of heavy industrial fabrication, this wire offers a superior alternative to traditional solid wires in specific structural contexts. With a diameter of 5/32 inches, it is built to handle significant current loads, translating to excellent deposition rates and deep penetration profiles necessary for thick-section welding.
One of the defining characteristics of the SubCOR 92-S is its metal-cored construction. Unlike solid wires, metal-cored electrodes for submerged arc welding contain a core of metallic powders encased in a steel sheath. This design increases the current density at a given amperage, often resulting in faster travel speeds and higher deposition rates. For industries under pressure to maximize throughput without sacrificing mechanical integrity, the SubCOR 92-S provides a tangible efficiency advantage.
Metallurgically, this wire is formulated to meet AWS A5.23 chemistry M1 standards. It is specifically designed to produce weld deposits with tensile strength levels exceeding 80 ksi (80,000 psi). This makes it an exceptional choice for welding high-strength low-alloy (HSLA) steels where structural integrity is paramount. Whether used for single-pass fillet welds or multi-pass groove welds, the SubCOR 92-S maintains consistent mechanical properties when paired with the appropriate neutral or active flux.
The 60lb coil packaging ensures that operators have a substantial amount of material for continuous welding operations, reducing downtime associated with spool changes. This product is widely utilized in sectors such as bridge fabrication, where long continuous welds are common, as well as in the manufacturing of heavy earth-moving equipment, ship panels, and wind energy towers. Its ability to deliver robust, crack-resistant welds in demanding environments makes it a staple in the heavy manufacturing industry.
| Additional Information |
|---|
| Packaging Description:60lb coil |
| Diameter:5/32" |
| Packaging:60lb Coil |
| Weld Process:Submerged Arc |
| Grade:Steel |
| Position:Flat, Horizontal |
| Wire Type:Metal-cored |
| AWS Classification:AWS A5.23 M1 |
| Tensile Strength:> 80 ksi |
| Material Composition:Low-Alloy Composite |
| Applications:Heavy Equipment, Shipbuilding, Structural Fabrication, Wind Towers |
| Current Type:AC, DCEN |
| ----- new values below ---- |
| Wire Type:Metal-Cored |
| AWS Classification:AWS A5.23 M1 |
| Tensile Strength:> 80 ksi |
| Material Composition:Low-Alloy Composite |
| Applications:Structural Fabrication, Heavy Equipment, Shipbuilding, Wind Towers |
| Current Type:DCEN, AC |
| brand:Hobart |
| diameter:5/32" |
| packaging:60lb coil |
| weld-process:Submerged Arc |
| grade:Steel |
| position:Flat, Horizontal |