Canadian owned and operated

Package Price:
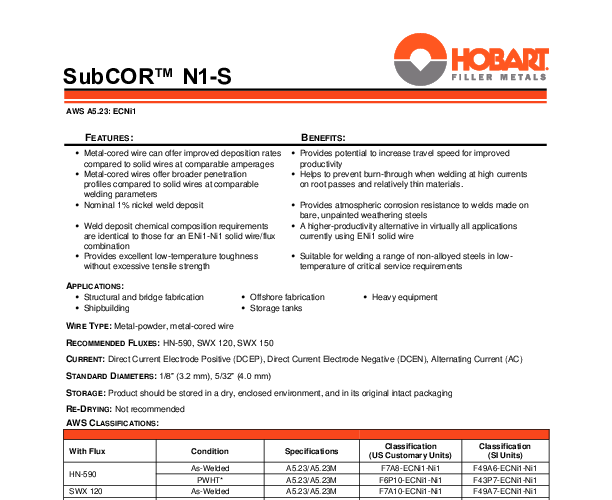
$850.80/60lb coilThe Hobart SubCOR N1-S is a premium low-alloy composite metal-cored electrode designed specifically for the submerged arc welding (SAW) process. Engineered to meet the rigorous demands of high-strength applications, this wire complies with AWS A5.23 chemistry classification Ni1. Unlike traditional solid wires, the metal-cored construction of the SubCOR N1-S allows for higher current densities at equivalent amperage settings. This results in significantly improved deposition rates and faster travel speeds, which are critical factors in large-scale industrial fabrication environments where productivity is paramount.
One of the defining characteristics of the SubCOR N1-S is its chemical composition, featuring a nominal 1% Nickel content. This alloying element is crucial for maintaining ductility and impact toughness at low service temperatures, making the wire an excellent choice for projects exposed to harsh environmental conditions. It is specifically designed to produce weld deposits with tensile strength levels exceeding 70 ksi, ensuring structural integrity in critical components. The composite nature of the wire also ensures a consistent distribution of alloying elements, resulting in uniform mechanical properties throughout the weld bead.
This electrode is versatile enough for both single and multiple-pass welding operations. It is compatible with a range of recommended fluxes to tailor the bead profile and slag release characteristics to the specific job at hand. The SubCOR N1-S is particularly effective when welding non-alloyed and fine-grain steels, as well as weathering steels in applications where color matching is not a primary specification. Its robust performance makes it a staple in industries such as heavy equipment manufacturing, bridge construction, and shipbuilding.
Packaged in a substantial 60lb coil, this product minimizes downtime associated with spool changes, further enhancing operational efficiency. Whether utilized for fabricating storage tanks, structural beams, or offshore platforms, the Hobart SubCOR N1-S delivers the reliability and metallurgical quality required by welding engineers and quality control specialists.
| Additional Information |
|---|
| Packaging Description:60lb coil |
| Diameter:4.0mm (4-0mm) |
| Packaging:60lb coil (60lb-coil) |
| Weld Process:Submerged Arc (submerged-arc) |
| Grade:Low Alloy (low-alloy) |
| AWS Classification:AWS A5.23 Ni1 |
| Wire Type:Metal-cored |
| Material Composition:Low-Alloy Steel (Ni1) |
| Tensile Strength:> 70 ksi |
| Applications:Heavy Equipment, Offshore, Structural |
| ----- new values below ---- |
| AWS Classification:AWS A5.23 Ni1 |
| Wire Type:Metal-Cored |
| Material Composition:Low-Alloy Steel (Ni1) |
| Tensile Strength:70+ ksi |
| Applications:Structural, Offshore, Heavy Equipment |
| Brand:Hobart (hobart) |
| Diameter:4.0mm (4-0mm) |
| Packaging:60lb coil (60lb-coil) |
| Weld Process:Submerged Arc (submerged-arc) |
| Grade:Low Alloy (low-alloy) |