Canadian owned and operated

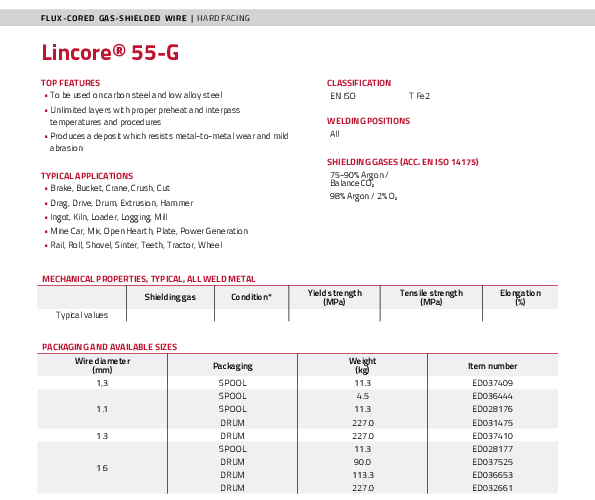
The Lincoln Electric Lincore 55-G is a premium .045-inch gas-shielded flux-cored (FCAW-G) wire designed specifically for heavy-duty maintenance and repair operations. Engineered to produce a deposit that effectively resists metal-to-metal wear and mild abrasion, this wire is an essential consumable for industries ranging from mining and construction to railroad maintenance. It is formulated for use on carbon steel and low alloy steel substrates, making it highly versatile for rebuilding worn components that are subjected to rolling, sliding, or impact friction. The wire allows for unlimited build-up layers, provided that proper preheat and interpass temperatures are maintained, ensuring that even severely worn parts can be restored to their original dimensions.
Performance is a key characteristic of the Lincore 55-G. It operates optimally with a shielding gas mixture of 75-90% Argon with the balance CO2, or a 98% Argon / 2% Oxygen mix. This gas shielding assists in creating a stable arc and a clean deposit free of common defects. The wire is designed to run on DC+ polarity, offering a wide amperage range of 165 to 410 Amps, with a sweet spot around 31 Volts and a wire feed speed of 400 inches per minute. At these settings, operators can achieve a maximum deposition rate of approximately 15.7 pounds per hour, significantly reducing downtime during critical repair windows. Whether you are repairing crane wheels, mine car wheels, or heavy fabrication equipment, this wire delivers consistent, high-quality results.
Josef Gas provides this product in a durable 25 lb plastic spool, ensuring you have ample material for extensive jobs. The deposit properties can be further enhanced; for instance, the material becomes even harder when used in conjunction with the Bulk Tungsten Carbide process. It is important to note that while this wire is suitable for flat, horizontal, and vertical positions, it is not recommended for overhead welding. Proper surface preparation, including the removal of old hardfacing and crack repair, combined with appropriate preheating (up to 260°C for heavy sections), ensures the longevity and durability of the weld deposit.
| Additional Information |
|---|
| Packaging Description:25lb spool |
| Weld Process:MIG |
| Grade:Build Up, Hardfacing |
| Packaging:25lb spool |
| Brand:Lincoln |
| Diameter:0.045 |
| Position:n/a |
| Polarity:DC+, NA |
| Process Type:FCAW-G (Gas Shielded Flux Core) |
| Alloy Type:Low Alloy Steel |
| ----- new values below ---- |
| Process Type:FCAW-G (Gas Shielded Flux Core) |
| Shielding Gas:75-90% Argon / Balance CO2, 98% Argon / 2% O2 |
| Alloy Type:Low Alloy Steel |
| Deposition Rate:Max 15.7 lb/hr |
| Current Range:165-410 A |
| Standard:EN/ISO: T Fe2 |
| brand:lincoln |
| diameter:0-045 |
| packaging:25lb-spool |
| grade:hardfacing |
| polarity:dc |