Canadian owned and operated

The Hobart 610 is a premium high-cellulose stick electrode designed to meet the rigorous demands of the pipe welding and construction industries. Classified as an AWS E6010, this electrode is engineered to deliver a digging, deep-penetrating arc that ensures reliable fusion even in challenging conditions. It is particularly effective for joining carbon steel pipes and structural components where X-ray quality welds are required. The 5/32-inch diameter is well-suited for filling and capping passes on heavier wall thicknesses or for high-deposition root passes in larger joints.
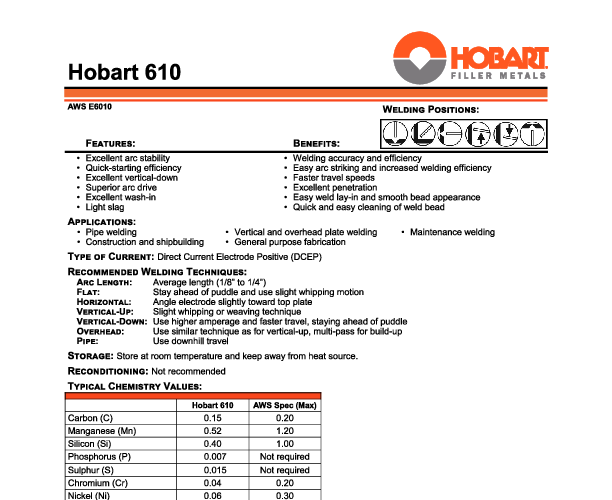
One of the defining characteristics of the Hobart 610 is its quick-freezing slag system. This feature allows operators to weld in all positions—flat, horizontal, vertical, and overhead—with confidence. The fast-freezing puddle makes it an excellent choice for vertical-up welding and for bridging gaps in poor fit-up scenarios. The electrode operates on Direct Current Electrode Positive (DCEP), providing the necessary heat input to cut through surface contaminants such as light rust, scale, paint, or oil, which are common in maintenance and repair operations (MRO).
This product comes in a convenient 5lb plastic pack (Ppak), making it an ideal inventory item for service trucks, maintenance shops, or smaller fabrication jobs where a full 50lb can is unnecessary. The packaging helps protect the electrodes from physical damage and moderate environmental exposure, although cellulose rods generally require less stringent moisture control than low-hydrogen alternatives. Industrial procurement managers will appreciate the consistency and reliability of the Hobart brand, ensuring that welding teams have the consumables necessary to maintain productivity and code compliance.
Key Industrial Applications:
| Additional Information |
|---|
| Packaging Description:5lb pack |
| AWS Spec :E6010 |
| Diameter:4.0mm, 5/32" (4.0mm) |
| Polarity:DC+, DCEP (Direct Current Electrode Positive) |
| Position:ALL |
| Amp Range:110-170amp |
| AWS Classification:E6010 |
| Rod Type:Stick Electrode |
| Coating Type:High Cellulose Sodium |
| Welding Position:All Position |
| Tensile Strength:60,000 psi (min) |
| ----- new values below ---- |
| AWS Classification:E6010 |
| Rod Type:Stick Electrode |
| Coating Type:High Cellulose Sodium |
| Diameter:5/32" (4.0mm) |
| Welding Position:All Position |
| Polarity:DCEP (Direct Current Electrode Positive) |
| Tensile Strength:60,000 PSI Min |
| Storage Instructions:Store in dry location, Do not re-bake |
| brand:hobart |
| aws-spec:e6010 |
| diameter:4-0mm |
| packaging-description:5lb-pack |
| polarity:dc |
| position:all |
| amp-range:110-170amp |