Canadian owned and operated

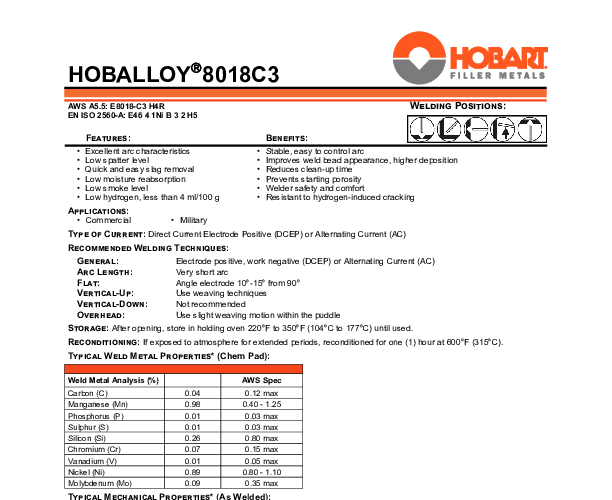
The Hobart Hoballoy 8018-C3 is a premium quality low-alloy stick electrode designed for critical welding applications requiring higher tensile strength and superior toughness. Classified as an E8018-C3 under AWS standards, this electrode is engineered to produce weld deposits with a minimum tensile strength of 80,000 psi. The formulation includes nominally 1% nickel, which is the key factor in providing excellent notch toughness even at sub-zero temperatures, specifically rated for 20 ft.lbs. at -40°F. This makes it an exceptional choice for industries operating in harsh environments where structural integrity cannot be compromised.
One of the standout features of the Hoballoy 8018-C3 is its specially formulated coating. In the world of low-hydrogen electrodes, moisture absorption is a critical enemy, often leading to hydrogen-induced cracking (cold cracking) in the heat-affected zone of the weld. Hobart has designed this coating to resist high heat and humidity, significantly extending the allowable exposure time compared to standard electrodes. This moisture resistance ensures that the hydrogen content in the weld metal remains low, providing a safer, more reliable bond, particularly when welding thick sections or restrained joints.
Welders will appreciate the operational characteristics of the Hoballoy 8018-C3. It provides a stable arc with excellent puddle control, allowing for precise manipulation of the weld pool. The wetting action is smooth, ensuring good tie-in at the toes of the weld, which reduces the risk of undercut and stress risers. Slag removal is generally easy, facilitating quick cleanup between passes. This electrode is versatile enough for single and multiple pass applications and operates effectively on both AC and DCEP currents. It is particularly well-suited for welding T-1 steels, abrasion-resistant (AR) steels, and other fine-grain structural steels used in shipbuilding, piping, and heavy construction.
| Additional Information |
|---|
| Packaging Description:50lb can |
| Diameter:4.0mm |
| AWS Spec :E8018-C3 |
| Polarity:DC+ / AC |
| Position:ALL |
| Rod Type:Stick Electrode |
| Core Material:1% Nickel, Low Alloy Steel |
| Tensile Strength:80,000 psi |
| Coating Type:Low Hydrogen, Moisture Resistant |
| Welding Current:AC, DCEP |
| ----- new values below ---- |
| Rod Type:Stick Electrode |
| Core Material:Low Alloy Steel, 1% Nickel |
| Tensile Strength:80,000 psi |
| Impact Strength:20 ft.lbs at -40°F |
| Coating Type:Moisture Resistant, Low Hydrogen |
| Welding Current:DCEP, AC |
| Brand:Hobart |
| Diameter:4.0mm |
| Packaging Description:50lb can |
| AWS Spec:E8018-C3 |
| Polarity:DC+ / AC |
| Position:ALL |