Canadian owned and operated

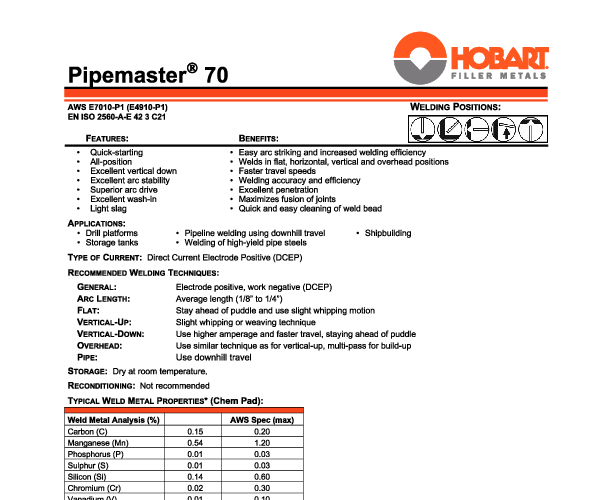
The Hobart Pipemaster 70 is a high-cellulose, mild steel electrode engineered to meet the rigorous demands of the pipeline industry. Classified as AWS E8010-P1, this electrode is specifically formulated for welding high-yield pipe steels, including API 5L grades X-52, X-56, X-60, and X-65. It provides the deep penetration and strong arc force required for root passes, hot passes, filling, and capping in cross-country transmission pipelines.
This 5/32-inch diameter electrode operates on Direct Current Electrode Positive (DCEP) and is optimized for the vertical-down welding technique preferred in field pipe fabrication. The cellulosic sodium coating generates a forceful arc that digs through rust, scale, and oil, ensuring sound fusion even in less-than-ideal joint conditions. The quick-freezing slag characteristics allow operators to maintain control over the weld puddle in all positions, particularly when welding downhill, preventing sagging and ensuring a flat bead profile.
Metallurgically, the Pipemaster 70 deposits weld metal with excellent mechanical properties, offering tensile strengths exceeding 80,000 psi and reliable impact toughness at low temperatures. This makes it suitable for critical applications where X-ray quality welds are mandatory. The electrode is packaged in a hermetically sealed 50 lb can to protect the coating integrity during transport and storage.
| Additional Information |
|---|
| Packaging Description:50lb can |
| Diameter:4.0mm |
| AWS Spec :E8010-P1 |
| Polarity:DC+ |
| Position:ALL |
| Amp Range:110-170amp |
| Rod Type:Stick Electrode |
| Coating Type:Cellulosic Sodium |
| Tensile Strength:80,000 psi |
| Welding Position:All Position, Vertical Down |
| Applications:API 5L X-52 to X-65, High-Yield Pipe Steels |
| ----- new values below ---- |
| Rod Type:Stick Electrode |
| Coating Type:Cellulosic Sodium |
| Tensile Strength:80,000 psi |
| Yield Strength:67,000 psi |
| Welding Position:All-Position, Vertical-Down |
| Applications:High-yield pipe steels, API 5L X-52 to X-65 |
| Brand:Hobart |
| Diameter:4.0mm |
| Packaging Description:50lb can |
| AWS Spec:E8010-P1 |
| Polarity:DC+ |
| Position:ALL |
| Amp Range:110-170amp |