Canadian owned and operated

The Hobart Pipemaster 60 is a premium AWS E6010 high-cellulose stick electrode designed specifically for the rigorous demands of the cross-country pipeline and industrial piping sectors. Engineered to meet the stringent requirements of API 5L specifications, this electrode provides exceptional mechanical properties and arc characteristics necessary for critical welding applications. The 1/8-inch (3.2mm) diameter is versatile for both root and hot passes, offering a current range that balances deposition rate with puddle control.
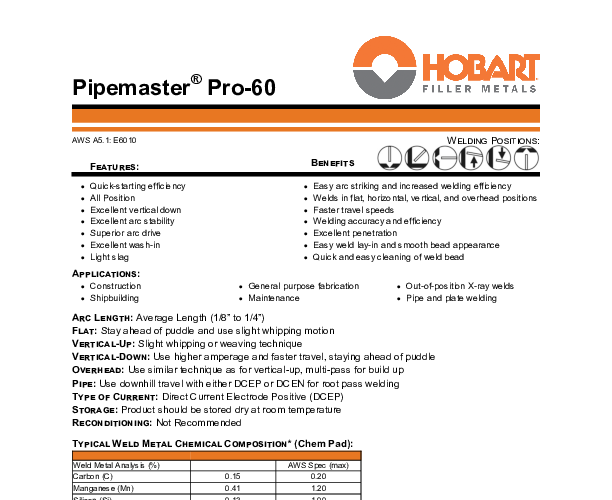
Technically, the Pipemaster 60 features a high-cellulose sodium coating that generates a forceful, digging arc. This arc characteristic is essential for achieving complete joint penetration (CJP) in open root joints without the need for backing strips. The electrode operates on Direct Current Electrode Positive (DCEP), ensuring maximum heat input into the base metal. It is formulated to weld API 5L steels including Grade A, Grade B, X-42, X-46, X-52, and X-56. Furthermore, it is qualified for root passes on higher-strength materials up to X-80 grade, making it a versatile inventory item for mixed-grade projects.
The quick-freezing slag system of the Pipemaster 60 allows for efficient vertical-down welding, a technique preferred in pipeline construction for its speed and profile control. The slag layer is thin and easily removable, reducing the risk of slag inclusions in multi-pass welds. The electrode delivers a tensile strength of at least 60,000 psi and yield strengths compatible with mild to medium carbon steels. Packaged in a hermetically sealed 50lb can, these electrodes are protected from moisture absorption, ensuring fresh performance right upon opening, although E6010 electrodes do not require the low-hydrogen storage conditions of E7018s.
In industrial MRO settings, the Pipemaster 60 is invaluable for repair work on dirty or rusty steel where its digging arc can burn through surface contaminants that would otherwise cause porosity with other electrode types. Its all-position capability allows maintenance teams to perform in-situ repairs on structural components, storage tanks, and pressure vessels with confidence in the weld integrity.
| Additional Information |
|---|
| Packaging Description:50lb can, 50lb can (50lb-can) |
| Diameter:3.2mm (3-2mm) |
| AWS Spec :E6010 (e6010) |
| Polarity:DC+ (dc) |
| Position:ALL (all) |
| Amp Range:75-130amp (75-130amp) |
| Rod Type:Stick Electrode (SMAW) |
| Coating Type:High Cellulose Sodium |
| Tensile Strength:60,000 psi |
| Welding Current:DCEP |
| ----- new values below ---- |
| Rod Type:Stick Electrode (SMAW) |
| Coating Type:High Cellulose Sodium |
| Tensile Strength:60,000 PSI |
| Welding Current:DCEP |
| Application Grade:API 5L Grade A through X-56 |
| Brand:Hobart (hobart) |
| Diameter:3.2mm (3-2mm) |
| AWS Spec:E6010 (e6010) |
| Packaging Description:50lb can (50lb-can) |
| Polarity:DC+ (dc) |
| Position:ALL (all) |
| Amp Range:75-130amp (75-130amp) |