Canadian owned and operated

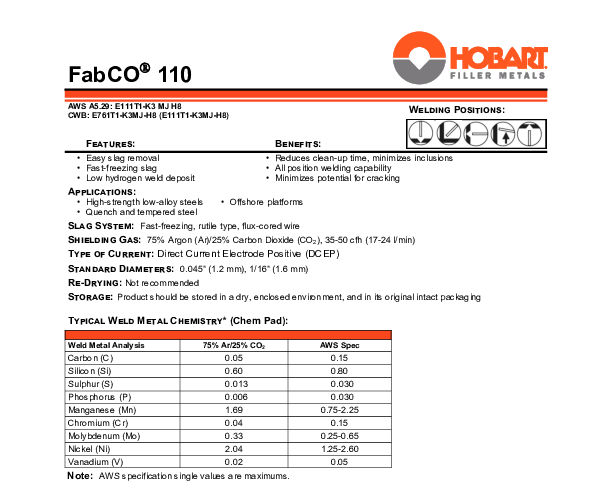
The Hobart Fabco 110 is a premium gas-shielded flux-cored wire designed specifically for welding high-strength low-alloy (HSLA) and quenched and tempered (Q&T) steels. With a diameter of 0.045 inches and packaged in a 33-pound spool, this wire is engineered to meet the rigorous demands of heavy industrial fabrication where structural integrity is paramount. It carries the AWS classification E110T1-K3C and E111T1-K3M, indicating its capability to produce welds with a minimum tensile strength of 110,000 psi.
Fabco 110 utilizes a nickel-molybdenum-manganese alloy system to achieve its high mechanical properties. This formulation ensures that the weld metal matches the strength and toughness requirements of steels such as ASTM A514, HY-80, and T-1. A key technical advantage of this wire is its low diffusible hydrogen content (typically below 5.0 ml/100g), which is critical for preventing hydrogen-induced cracking (cold cracking) in these sensitive high-strength materials. The wire is designed for use with a shielding gas mixture of 75% Argon and 25% CO2, which helps stabilize the arc and refine the droplet transfer.
Welders utilizing the Fabco 110 will appreciate its excellent operator appeal. The wire features a fast-freezing slag system, making it highly suitable for all-position welding, including vertical-up and overhead applications. The arc is smooth and stable, producing a flat bead profile with minimal spatter, which reduces post-weld cleanup time. The slag is easily removable, often peeling away to reveal a clean weld face. This wire is an essential consumable for shops fabricating heavy equipment, cranes, and offshore structures where standard mild steel wires are insufficient.
To maintain the low-hydrogen properties of the Fabco 110, proper storage is essential. The 33lb spool is packaged to protect against moisture absorption. It is recommended to store the wire in a dry, controlled environment and to return spools to their original packaging or a rod oven if left exposed for extended periods in high-humidity conditions.
| Additional Information |
|---|
| Packaging Description:33lb spool |
| Diameter:0.045 |
| Spool Size:33lb spool |
| Weld Process:Flux Core |
| Position:All Position |
| Polarity:DC+ |
| AWS Classification:E110T1-K3C, E111T1-K3M |
| Tensile Strength:110,000 psi (Typical) |
| Material Application:ASTM A514, HY-80, T-1 Steel |
| ----- new values below ---- |
| AWS Classification:E110T1-K3C, E111T1-K3M |
| Shielding Gas:75% Argon / 25% CO2 |
| Tensile Strength:110,000 psi (Typical) |
| Material Application:ASTM A514, HY-80, T-1 Steel |
| Diffusible Hydrogen:< 5.0 ml/100g |
| Brand:Hobart |
| Diameter:0.045 |
| Packaging Description:33lb spool |
| Spool Size:33lb spool |
| Weld Process:Flux Core |
| Position:All Position |
| Polarity:DC+ |