Canadian owned and operated

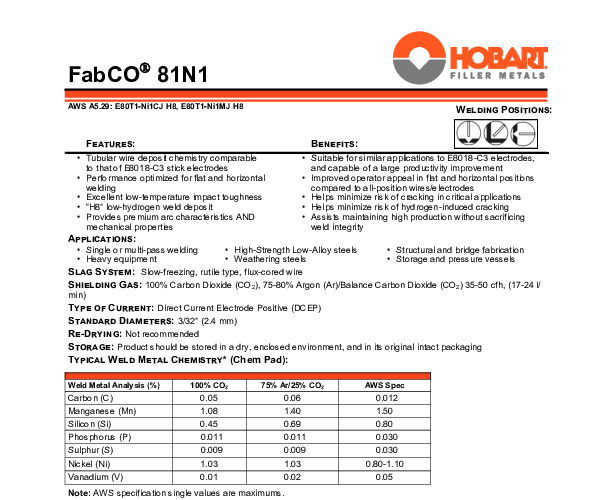
The Hobart Fabco 81N1 is a premium gas-shielded flux-cored wire designed to meet the rigorous demands of heavy industrial fabrication. Formulated with a nominal 1% nickel deposit, this wire is engineered specifically to provide excellent notch toughness at low temperatures, making it a critical consumable for projects located in harsh, cold environments. The 3/32-inch diameter format in a 60lb coil is optimized for high-deposition welding, allowing for efficient metal transfer in heavy-section welding applications found in mining, earthmoving, and petrochemical industries.
One of the standout features of the Fabco 81N1 is its ability to maintain ductility and impact strength when temperatures drop. Standard carbon steel wires can become brittle in freezing conditions, leading to potential weld failures under stress. The addition of nickel refines the grain structure of the weld metal, ensuring that the finished joint retains the necessary toughness to withstand dynamic loading and impact. This makes it the wire of choice for manufacturing and repairing crane booms, excavator arms, and structural supports that operate outdoors year-round.
Flexibility in the shop or field is essential, and the Fabco 81N1 delivers by operating effectively with either 100% CO2 or a blend of 75-80% Argon and 20-25% CO2. Using 100% CO2 provides deep penetration and is cost-effective, while an Argon blend can smooth out the arc and reduce spatter, improving operator comfort and reducing post-weld cleanup time. The wire is designed for both single and multiple pass applications, providing a consistent bead appearance with a slag system that is generally easy to remove.
Beyond its mechanical robustness, this wire is also suitable for welding weathering grades of steel where an exact color match is not a primary requirement. Its chemical composition ensures compatibility with the base material's strength requirements while providing the necessary corrosion resistance inherent to the alloy. Whether used in the fabrication of bridge components, offshore structures, or heavy mining machinery, the Hobart Fabco 81N1 provides the reliability professional welders demand.
| Additional Information |
|---|
| Packaging Description:60lb coil |
| Diameter:3/32" |
| Weld Process:Flux Core |
| Polarity:DC+ |
| Position:Flat/Horizontal |
| AWS Classification:E81T1-Ni1C, E81T1-Ni1M |
| Shielding Gas Requirement:100% CO2, 75% Argon / 25% CO2 |
| Material Composition:1% Nickel, Low Alloy Steel |
| Wire Diameter:3/32" |
| Spool Size:60lb Coil |
| Wire Type:Gas-Shielded Flux-Cored |
| Applications:Earthmoving Equipment, Mining, Petro-Chemical, Weathering Steels |
| ----- new values below ---- |
| AWS Classification:E81T1-Ni1C, E81T1-Ni1M |
| Shielding Gas Requirement:100% CO2, 75% Argon / 25% CO2 |
| Material Composition:Low Alloy Steel, 1% Nickel |
| Wire Diameter:3/32" |
| Spool Size:60lb Coil |
| Wire Type:Gas-Shielded Flux-Cored |
| Applications:Petro-Chemical, Mining, Earthmoving Equipment, Weathering Steels |
| Brand:Hobart |
| Diameter:3/32" |
| Packaging Description:60lb Coil |
| Weld Process:Flux Core |
| Polarity:DC+ |
| Position:Flat/Horizontal |