Canadian owned and operated

The Hobart FabCO Element 71T1C is a revolutionary gas-shielded flux-cored wire engineered specifically to address the growing concerns regarding manganese exposure in the welding industry. With regulatory bodies like OSHA, NIOSH, and ACGIH tightening recommendations and standards for manganese (Mn) limits, fabrication shops require solutions that reduce fume generation at the source. The FabCO Element 71T1C delivers on this need by providing a verified 60% to 80% reduction in manganese levels within the weld fume compared to traditional E71T-1C electrodes. This significant reduction makes it an essential consumable for facilities aiming to improve air quality and protect operator health, particularly in environments with limited ventilation or high-volume arc time.
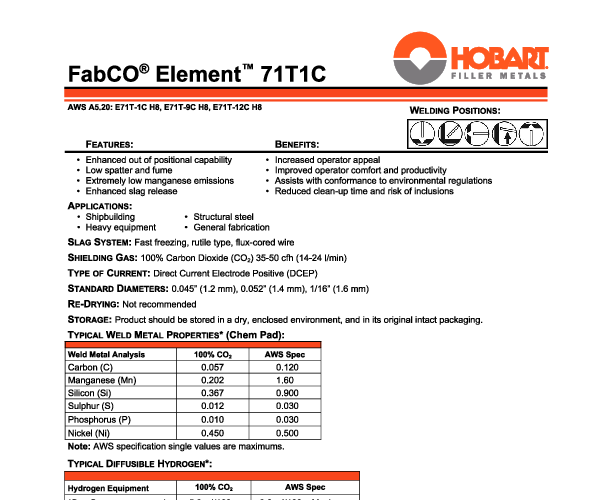
Beyond its safety benefits, this wire maintains the high-performance characteristics professional welders expect from the Hobart brand. It is designed for all-position welding, making it highly versatile for complex structural assemblies where flat positioning is not always possible. The wire operates with a smooth, stable arc and produces minimal spatter, which reduces post-weld cleanup time and enhances overall productivity. The slag system is designed for easy removal, revealing a clean, high-quality bead profile that meets stringent inspection criteria.
The FabCO Element 71T1C is formulated for use with 100% CO2 shielding gas, offering a cost-effective shielding solution without compromising the mechanical integrity of the weld. It also boasts low diffusible hydrogen levels, minimizing the risk of hydrogen-induced cracking in critical structural applications. Whether used in shipbuilding, railcar manufacturing, or general heavy equipment repair, this wire provides a seamless transition for welders accustomed to standard flux-cored wires, requiring no special techniques while delivering superior environmental safety.
| Additional Information |
|---|
| Packaging Description:33lb spool |
| Diameter:0.045 |
| AWS Spec :E71T-1 |
| Weld Process:Flux Core |
| Position:All Position |
| Polarity:DC+ |
| Spool Size:33lb spool |
| AWS Classification:E71T-12C, E71T-1C, E71T-9C |
| Shielding Gas Requirement:100% CO2 |
| Wire Type:Gas-Shielded Flux-Cored |
| Alloy Type:Carbon Steel |
| ----- new values below ---- |
| AWS Classification:E71T-1C, E71T-9C, E71T-12C |
| Shielding Gas Requirement:100% CO2 |
| Wire Type:Gas-Shielded Flux-Cored |
| Alloy Type:Carbon Steel |
| Manganese Reduction:60-80% |
| Diffusible Hydrogen:H8 |
| Brand:Hobart |
| Diameter:0.045 |
| Packaging Description:33lb spool |
| AWS Spec:E71T-1 |
| Weld Process:Flux Core |
| Position:All Position |
| Polarity:DC+ |
| Spool Size:33lb spool |