Canadian owned and operated

The Hobart Fabco XL-525 is a high-performance gas-shielded flux-cored wire designed to meet the rigorous demands of heavy industrial fabrication. Engineered with a 0.045-inch diameter and supplied in a substantial 50 lb. spool, this wire is formulated to deliver exceptional mechanical properties, particularly in environments requiring high impact toughness at low temperatures. It meets AWS classifications E71T-1M/1C and E71T-12M/12C, making it a versatile choice for structural steel projects where code compliance and weld integrity are paramount.
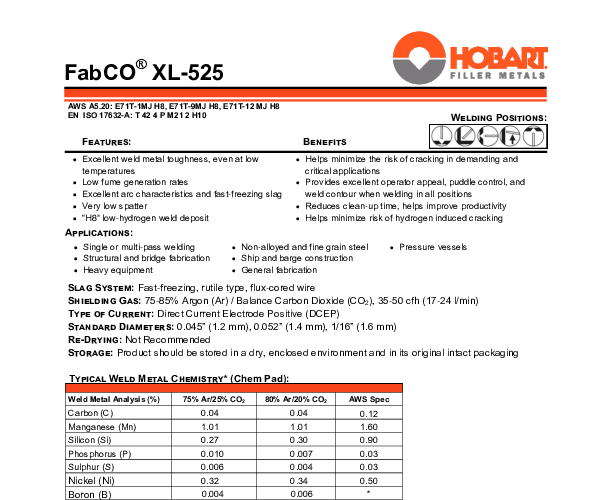
One of the standout features of the Fabco XL-525 is its low hydrogen weld deposit (H8), which significantly reduces the risk of hydrogen-induced cracking—a critical factor in shipbuilding, offshore platform construction, and heavy equipment manufacturing. The wire is capable of producing X-ray quality welds with excellent bead geometry, ensuring that your finished products meet the highest quality standards. Its formulation allows for welding in all positions, including vertical-up and overhead, providing welders with the flexibility needed to tackle complex joint configurations without changing consumables.
This wire is designed for use with either 100% CO2 or a blend of 75% Argon / 25% CO2, offering fabrication shops the flexibility to utilize existing gas supplies or optimize for specific arc characteristics. When used with mixed gas, the Fabco XL-525 exhibits a smooth, stable arc with minimal spatter, which not only improves welder comfort but also reduces post-weld cleanup time. The slag system is designed for easy removal, often peeling off on its own, which further enhances productivity in high-volume production environments.
At Josef Gas, we understand that consistency is key in industrial welding. The Hobart Fabco XL-525 delivers reliable penetration and fusion, ensuring strong, durable bonds in mild and low-alloy steels. Whether you are fabricating storage vessels, erecting structural steel frameworks, or repairing earth-moving equipment, this wire provides the mechanical strength and operational efficiency required to keep your projects on schedule and within specification.
| Additional Information |
|---|
| Packaging Description:50lb spool |
| Diameter:0.045 |
| Weld Process:Flux Core |
| Position:All Position |
| Polarity:DC+ |
| Spool Size:50lb-spool |
| AWS Classification:E71T-12C H8, E71T-12M H8, E71T-1C H8, E71T-1M H8, E71T-9C H8, E71T-9M H8 |
| Shielding Gas Requirement:100% CO2, 75% Argon / 25% CO2 |
| Tensile Strength:70,000 - 90,000 psi |
| Current Type:DCEP |
| Material Application:Carbon Steel, Structural Steel |
| ----- new values below ---- |
| AWS Classification:E71T-1M H8, E71T-1C H8, E71T-9M H8, E71T-9C H8, E71T-12M H8, E71T-12C H8 |
| Shielding Gas Requirement:100% CO2, 75% Argon / 25% CO2 |
| Tensile Strength:70,000 - 90,000 psi |
| Impact Strength:High Impact at -40°F to -50°F |
| Current Type:DCEP |
| Material Application:Carbon Steel, Structural Steel |
| brand:Hobart |
| diameter:0.045 |
| packaging-description:50lb spool |
| weld-process:Flux Core |
| position:All Position |
| polarity:DC+ |
| spool-size:50lb spool |