Canadian owned and operated

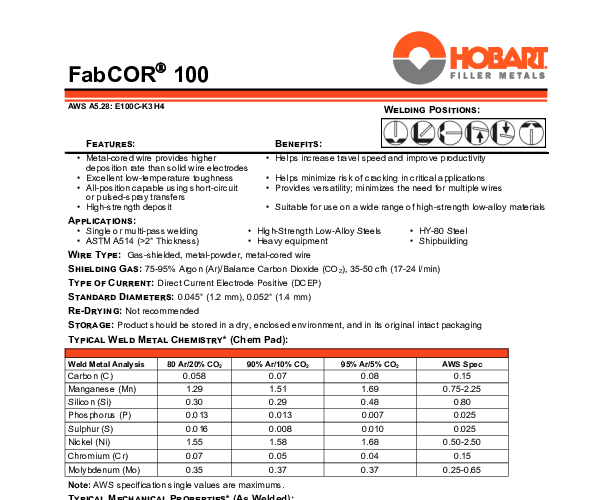
The Hobart Fabcor 100 is a premium metal-cored welding wire designed to meet the rigorous demands of heavy industrial fabrication. Engineered to produce weld deposits with a minimum tensile strength of 100,000 psi (100 ksi), this consumable is the preferred choice for welding high-strength low-alloy (HSLA) steels found in the mining, construction, and heavy equipment sectors. Supplied in a 33 lb spool with a 0.045-inch diameter, it integrates seamlessly into existing semi-automatic and robotic welding setups requiring high productivity and reliability.
One of the defining characteristics of the Fabcor 100 is its exceptional low-temperature toughness. It is formulated to maintain ductility and impact resistance at temperatures as low as -60°F (-51°C), making it suitable for equipment operating in harsh, arctic, or sub-zero environments. This resilience against brittle fracture is critical for structural components in railcars, cranes, and earthmoving machinery that endure high dynamic loads and extreme weather conditions.
From a procurement and operational perspective, switching to Fabcor 100 metal-cored wire can significantly enhance throughput. Unlike solid wires, the composite metal-cored structure allows for a broader current density profile, resulting in higher deposition rates and faster travel speeds. This efficiency translates to reduced arc time per part and lower overall production costs. The wire is designed for use with Argon/CO2 shielding gas mixtures, providing a stable arc and deep penetration profile that mitigates the risk of lack-of-fusion defects common in thick-section welding.
Storage and handling of the Fabcor 100 follow standard industry practices for tubular wires. The 33 lb spool is packaged to prevent moisture pickup, ensuring consistent performance right out of the box. For facilities prioritizing weld quality assurance and mechanical integrity in high-stress applications, the Hobart Fabcor 100 delivers a proven solution backed by Hobart’s legacy of filler metal excellence.
| Additional Information |
|---|
| Packaging Description:33lb spool |
| Diameter:0.045 |
| Spool Size:33lb spool |
| Weld Process:Metal Core |
| Polarity:DC+ |
| Wire Type:Metal-cored |
| Shielding Gas Requirement:Argon/CO2 Mixtures |
| Tensile Strength:100 ksi Minimum |
| Impact Toughness:Excellent at -60°F |
| Current Type:DCEP |
| Alloy Type:Low Alloy Steel |
| ----- new values below ---- |
| Wire Type:Metal-Cored |
| Shielding Gas Requirement:Argon/CO2 Mixtures |
| Tensile Strength:100 ksi Minimum |
| Impact Toughness:Excellent at -60°F |
| Current Type:DCEP |
| Alloy Type:Low Alloy Steel |
| Brand:Hobart |
| Diameter:0.045 |
| Packaging Description:33lb spool |
| Spool Size:33lb spool |
| Weld Process:Metal Core |
| Polarity:DC+ |