Canadian owned and operated

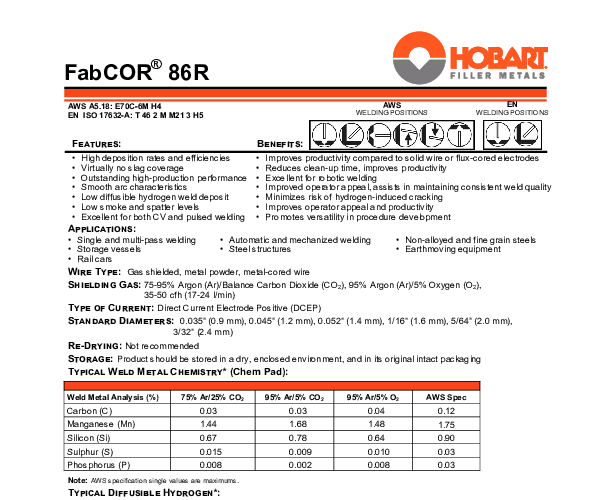
The Hobart FabCOR 86R is a premium gas-shielded metal-cored carbon steel wire designed to meet the rigorous demands of heavy industrial manufacturing. Engineered with the AWS classification E70C-6M H4, this wire delivers exceptional performance in applications requiring high tensile strength and superior toughness. The .045-inch diameter is optimal for a wide range of structural steel applications, providing a balance between deposition rate and arc control. This specific configuration comes in a 1000 lb Exacto-Pak, a bulk packaging solution tailored for high-volume production environments, robotic cells, and automated welding systems where minimizing downtime for wire changeovers is critical to operational efficiency.
One of the defining characteristics of the FabCOR 86R is its advanced chemical formulation, which includes higher levels of deoxidizing elements such as silicon and manganese. These elements allow the wire to weld effectively over moderate to heavy mill scale, rust, and other surface contaminants without compromising weld integrity. Unlike solid wires that often require pristine surface preparation, the FabCOR 86R forgives imperfect surface conditions, reducing pre-weld grinding time and labor costs. This makes it an ideal choice for the general fabrication, shipbuilding, and railcar industries where large steel plates are frequently processed.
Metal-cored wires are renowned for their high deposition efficiencies, and the FabCOR 86R is no exception. It offers higher travel speeds and deposition rates compared to solid wires of the same diameter, allowing for faster project completion. The tubular design conducts current more efficiently, creating a broader, cone-shaped arc that provides excellent penetration and sidewall fusion. Furthermore, the H4 hydrogen designation indicates a diffusible hydrogen content of less than 4ml per 100g of weld metal, significantly reducing the risk of hydrogen-induced cracking in critical structural components. Designed for use with Argon-rich shielding gas mixtures (typically 75-95% Argon with a CO2 balance), it produces a smooth spray transfer with minimal spatter, reducing post-weld cleanup.
| Additional Information |
|---|
| Packaging Description:1000lb-exacto-pak, 2000lb exacto pak |
| AWS Spec :E70C-6M |
| Diameter:0.045 |
| Weld Process:Metal Core |
| Polarity:DC+ |
| Material Composition:Carbon Steel |
| Shielding Gas Requirement:75-95% Argon / Balance CO2 |
| Welding Position:Flat, Horizontal |
| Current Type:DCEP |
| Tensile Strength:70,000 psi (Minimum) |
| ----- new values below ---- |
| Material Composition:Carbon Steel |
| Shielding Gas Requirement:75-95% Argon / Balance CO2 |
| Welding Position:Flat, Horizontal |
| Current Type:DCEP |
| Tensile Strength:70,000 psi (Minimum) |
| Hydrogen Status:H4 (Low Hydrogen) |
| Brand:hobart |
| AWS Spec:e70c-6m |
| Diameter:0-045 |
| Weld Process:metal-core |
| Packaging Description:1000lb-exacto-pak |
| Polarity:dc |