Canadian owned and operated

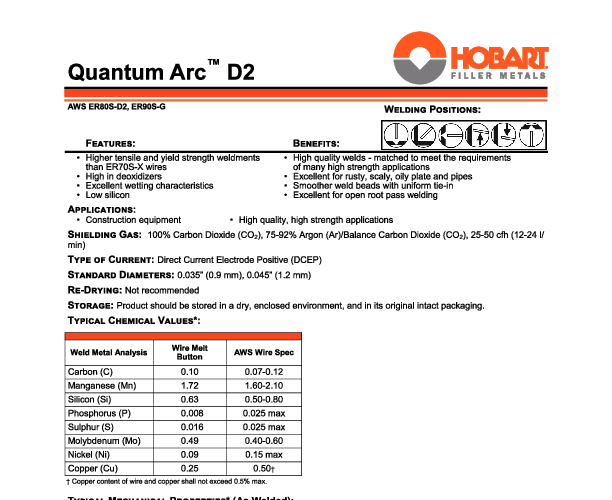
The Hobart Quantum Arc D2 is a premium copper-coated solid wire designed to meet the rigorous AWS ER80S-D2 classification. Engineered for joining high-strength, low-alloy (HSLA) steels, this wire is infused with approximately 0.50% Molybdenum. This alloying element significantly enhances the tensile strength and impact toughness of the weld deposit, making it superior to standard mild steel wires like ER70S-6 when structural integrity is paramount. The wire is manufactured with strict quality controls to ensure consistent chemistry and diameter, resulting in a stable arc and uniform bead profile.
One of the defining characteristics of the Quantum Arc D2 is its powerful deoxidizing package. High levels of Manganese and Silicon work in conjunction to scavenge impurities from the weld pool, effectively mitigating porosity caused by rust, mill scale, or oil on the base metal. This makes it an excellent choice for applications requiring X-ray quality welds. The copper coating on the wire surface not only prevents oxidation during storage but also improves electrical pickup at the contact tip, reducing arc instability and tip wear. This wire is versatile in its shielding gas requirements, performing exceptionally well with both 100% CO2 for deep penetration and Argon/CO2 blends for a smoother arc and reduced spatter.
The 600 lb Robo Pak packaging is specifically designed for industrial and automated welding environments. By providing a continuous, bulk supply of wire, it drastically reduces the frequency of spool changes, thereby maximizing arc-on time and production throughput. The drum payout system is engineered to prevent tangles and ensure a low-tension feed, which is critical for maintaining consistent wire stick-out and arc characteristics in robotic cells.
The Quantum Arc D2 typically yields weld deposits with tensile strengths exceeding 80,000 psi, meeting the requirements for welding steels such as ASTM A572, A514, and A517. It is suitable for welding in all positions when used with the appropriate short-circuit or pulsed spray transfer modes. The wire's chemistry is balanced to provide excellent ductility, ensuring that welds can withstand significant stress and loading without cracking.
| Additional Information |
|---|
| Packaging Description:600lb robo pak |
| Diameter:0.035 |
| AWS Spec :ER80S-D2 |
| Grade:ER80S-D2 |
| Packaging:600lb Robo Pak |
| Weld Process:MIG |
| Polarity:DC+ |
| AWS Classification:ER80S-D2 |
| Wire Diameter:0.035" |
| Packaging Type:Drum, Robo Pak |
| Shielding Gas Requirement:100% CO2, 75% Argon / 25% CO2 |
| Material Composition:Low Alloy Steel, Manganese-Molybdennum |
| Tensile Strength:80,000 psi (min) |
| Applications:Automotive, Heavy Equipment, High Strength Low Alloy Steels |
| ----- new values below ---- |
| AWS Classification:ER80S-D2 |
| Wire Diameter:0.035" |
| Packaging Type:Robo Pak, Drum |
| Shielding Gas Requirement:100% CO2, 75% Argon / 25% CO2 |
| Material Composition:Low Alloy Steel, Manganese-Molybdennum |
| Tensile Strength:80,000 psi (min) |
| Applications:High Strength Low Alloy Steels, Heavy Equipment, Automotive |
| Brand:Hobart |
| Diameter:0.035 |
| AWS Spec:ER80S-D2 |
| Grade:ER80S-D2 |
| Packaging:600lb robo pak |
| Weld Process:MIG |
| Polarity:DC+ |